In any process industry, maintaining the right temperature balance is essential for safety, performance, and product quality. One of the most critical components used for effective heat removal is the shell and tube condenser.
Known for their durability, scalability, and exceptional thermal efficiency, shell and tube condensers are used across diverse sectors such as power generation, chemical processing, refineries, HVAC, and pharmaceuticals. With growing demand for energy-efficient systems, reliable shell and tube condenser manufacturers are now designing customized, high-performance condensers that meet modern industry standards.
What Is a Shell and Tube Condenser?
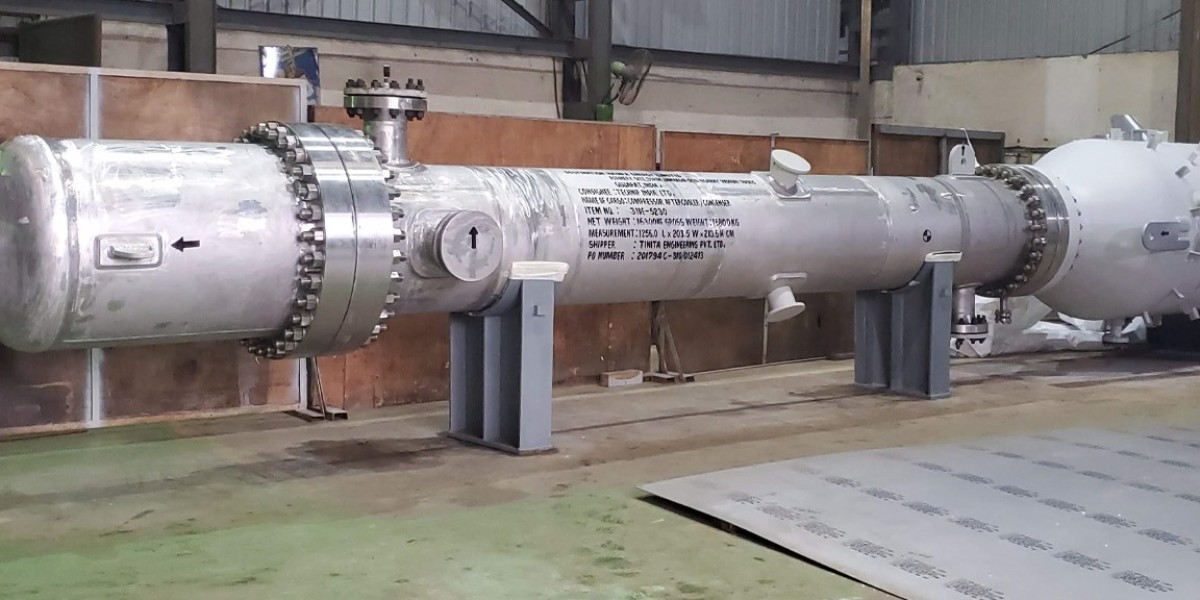
A shell and tube condenser is a type of heat exchanger that converts vapor into liquid by cooling it with a secondary fluid, typically water. The equipment consists of a large shell containing multiple small tubes — one fluid flows through the tubes, while another flows around them within the shell.
When hot vapor enters the condenser, it comes into contact with the cooler surfaces of the tubes. The heat is transferred through the tube walls, and the vapor condenses into liquid form. This process enables efficient thermal exchange and cooling in industrial systems.
Key Components of a Shell and Tube Condenser
Shell: The outer body that houses the tube bundle and allows the vapor to flow around the tubes.
Tubes: The internal pipes where cooling water flows; typically made of stainless steel, copper, or titanium.
Tube Sheets: Metal plates that hold the tubes in place at both ends.
Baffles: Plates inside the shell that guide the fluid flow and increase turbulence for better heat transfer.
Channel and Head: Enclosures that direct fluid into and out of the tube side.
Each component is engineered precisely to withstand high pressures and temperatures while ensuring efficient performance.
Working Principle
The operation of a shell and tube condenser is based on thermal energy exchange. Here’s how it works step by step:
Vapor enters the shell side from the process line.
Cooling water flows through the tubes from the opposite side.
Heat transfer occurs as the vapor releases its latent heat to the cooler water.
Condensation takes place when the vapor temperature drops below its saturation point.
Condensate exits the shell as a liquid, while the cooling water exits at a higher temperature.
This continuous cycle ensures smooth heat removal and efficient condensation, which is vital in maintaining the integrity of industrial operations.
Different Types of Shell and Tube Condensers
Manufacturers offer multiple configurations to match diverse industrial needs. Some of the most common types include:
1. Fixed Tube Sheet Condenser
In this design, both tube sheets are welded to the shell, forming a rigid, leak-proof structure. It’s best suited for clean fluids and low-maintenance environments.
2. U-Tube Condenser
This design features tubes bent into a U shape, allowing one end of the tube bundle to expand freely. It’s ideal for applications with significant temperature variation between fluids.
3. Floating Head Condenser
One end of the tube bundle is free to move or “float,” which helps accommodate thermal expansion and allows easy tube cleaning and maintenance.
These variations enable manufacturers to meet specific process requirements, ensuring reliability across various industries.
Applications of Shell and Tube Condensers
Shell and tube condensers are used wherever efficient vapor condensation is required. Some common applications include:
Power Plants: For condensing exhaust steam from turbines and improving cycle efficiency.
Petrochemical and Oil Refineries: Used for condensing process vapors and recovering hydrocarbons.
Chemical Processing Units: For condensation in distillation columns and reactors.
HVAC and Refrigeration: Applied in large-scale cooling systems and chillers.
Pharmaceutical Industry: Used in solvent recovery and purification systems.
Food and Beverage Processing: Helps in cooling and condensing vapors during sterilization and distillation.
These condensers are designed to handle high thermal loads, continuous operation, and harsh industrial environments.
Advantages of Shell and Tube Condensers
The popularity of shell and tube condensers stems from their wide range of benefits, including:
1. High Thermal Efficiency
The design offers a large surface area for heat transfer, enabling effective condensation even under heavy loads.
2. Robust Design
Constructed using high-grade metals like stainless steel, copper, or titanium, these condensers resist corrosion and mechanical wear.
3. Easy Maintenance
Detachable tube bundles or floating heads simplify inspection, cleaning, and repair.
4. Longevity
With proper maintenance, shell and tube condensers can perform efficiently for decades, reducing replacement costs.
5. Flexible Operation
They can handle a wide range of pressure and temperature variations, making them ideal for complex industrial setups.
6. Customizability
Manufacturers can tailor condensers according to application-specific parameters such as capacity, pressure, and material requirements.
Materials Used by Manufacturers
The choice of material plays a major role in ensuring efficiency, corrosion resistance, and service life. Commonly used materials include:
Stainless Steel (304, 316, 316L): Corrosion-resistant and ideal for chemical and pharmaceutical industries.
Copper and Brass: Excellent thermal conductivity for efficient heat exchange.
Titanium: Best for seawater and marine applications due to superior corrosion resistance.
Carbon Steel: Cost-effective option for low-corrosive environments.
Nickel Alloys: Used for high-temperature and corrosive conditions.
Each manufacturer selects materials based on fluid properties, operating temperature, and environmental exposure.
Key Factors When Choosing a Shell and Tube Condenser Manufacturer
Selecting the right manufacturer ensures your equipment performs reliably and efficiently. Here are important aspects to evaluate:
1. Experience and Expertise
Choose a manufacturer with proven experience in designing condensers for your specific industry.
2. Quality Standards
Ensure the company follows international standards such as ASME, TEMA, and ISO 9001.
3. Material Certification
High-quality materials with test certificates ensure durability and compliance.
4. Design Capability
Manufacturers with in-house design teams can offer customized, performance-optimized solutions.
5. Testing and Inspection
Look for manufacturers that perform hydrostatic, pneumatic, and non-destructive testing (NDT) to ensure reliability.
6. After-Sales Support
A strong after-sales service network for maintenance and spare parts indicates a trustworthy manufacturer.
Top Shell and Tube Condenser Manufacturers in India
India is home to several globally recognized manufacturers specializing in shell and tube heat exchangers and condensers. Some of the top names include:
Thermax Limited: A leader in industrial cooling solutions with a focus on energy efficiency.
HRS Process Systems Ltd.: Renowned for stainless steel heat exchangers and advanced thermal designs.
Enerquip Heat Exchangers: Offers ASME-certified equipment for diverse industries.
Kirloskar Brothers Limited: Manufactures heavy-duty condensers for thermal and power sectors.
Heat Transfer Equipments Pvt. Ltd.: Specializes in custom-built condensers with high corrosion resistance.
These manufacturers emphasize innovation, performance, and quality assurance, making them preferred partners for large-scale projects worldwide.
Innovation and Future Trends in Condenser Manufacturing
With industrial systems becoming more energy-conscious, manufacturers are integrating advanced technologies into condenser design and production. Some emerging trends include:
Enhanced Surface Tubes: Improve heat transfer efficiency with reduced fouling.
Modular and Compact Designs: Allow for easier installation and scalability.
Smart Monitoring Systems: Sensors enable real-time performance tracking and predictive maintenance.
Eco-Friendly Coolants: Promote sustainability and environmental compliance.
Corrosion-Resistant Coatings: Extend the life of condensers in aggressive environments.
These innovations are shaping the future of heat transfer equipment, aligning with global sustainability and energy conservation goals.
Why Shell and Tube Condensers Are a Smart Investment
Investing in a well-designed shell and tube condenser from a reputable manufacturer delivers long-term benefits:
Improved process efficiency and reduced energy costs.
Increased equipment lifespan due to durable construction.
Lower maintenance frequency with accessible designs.
Enhanced plant reliability and consistent production output.
Whether you’re upgrading existing systems or installing new ones, selecting a trusted condenser manufacturer ensures consistent performance and significant return on investment.
Conclusion
Shell and tube condensers are the heart of industrial cooling systems, combining efficiency, reliability, and adaptability in one solution. The choice of manufacturer directly impacts performance, durability, and energy consumption.
By working with experienced shell and tube condenser manufacturers, industries can benefit from customized designs, superior materials, and advanced thermal technologies that meet their operational goals.
In a rapidly evolving industrial world, these condensers continue to play a vital role in improving process efficiency and promoting sustainable manufacturing practices. Investing in a high-quality, well-engineered condenser is a step toward long-term operational excellence and energy optimization.